




簡介:
打印機控制器使用運動控制程序來規劃每個步驟的時間。基於GRBL的運動控制器使用稱爲轉彎結偏差的轉彎算法,我將在此重點介紹。(其他固件使用一種叫做Jerk的不同算法,可能會有不同的實現 - 我不是在這裏討論Jerk。)
我一直在研究結點偏差,這是我對壓力補償研究的一部分。
通俗地說:
- 交叉點偏差確定控制器的運動規劃器看到即將到來的角落有多緊。
- 加速度控制斷裂和油門踏板的應用程度。
- 結點偏差越小,轉彎速度越慢。
- 別擔心,“結點偏差”這個術語並不意味着打印機會偏離它的過程!
我希望能夠將交叉點偏差和加速度對轉彎速度和分段時間的影響可視化。所以我從Smoothieware中提取並“運用”了Junction Deviation計算,並創建了一個供我使用的可視化器,這些截圖就是結果。
計算的最關鍵輸入是加速度,和Junction Deviation,其中Junction Deviation是0到1之間的數字(超過0.5的數字是荒謬的)。我不會在這裏詳細討論等式,我專注於效果。
頂部曲線顯示了不同接合角的轉彎速度,最大打印速度爲40 mm / s,給定右側輸入。90度接合角僅僅是兩個部分之間的90度角。紅線顯示目標角度與行進速度相交的位置 - 給出給定角度的轉彎速度。
中間的圖表顯示了最高150 mm / s行駛速度的轉彎速度。
如果加速度相同,則打印和行程圖相同(最大打印速度)。
打印90度角時:如果結點偏差爲0.100和1000 mm / sec加速度,效應器將減速至約15mm / s。增加結點偏差或加速度將使該線向上移動,並且機器將更快地轉彎。
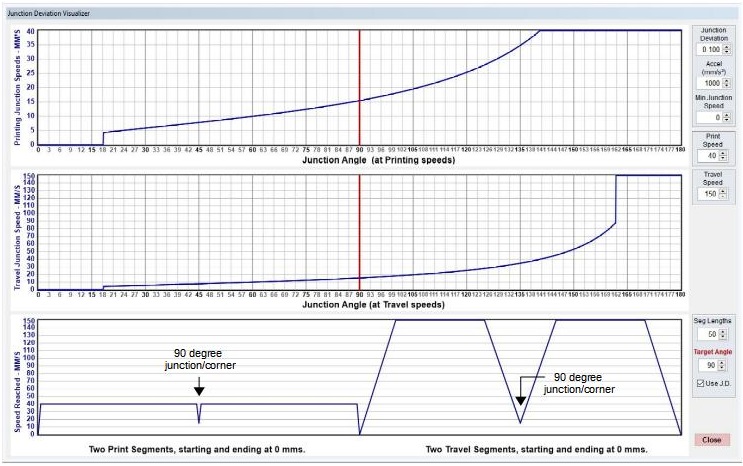
Junction_Deviation_Visualized_.10.jpg
底部圖表顯示了以下模擬:
- 兩個印刷段之間有90度角,
- 然後是兩個行程段,它們之間有90度角。
這些段對中的每一對都顯示出中心下降到15mm / s - 這是目標90度角的轉彎速度。
詳細說明每對節段的運動:從0加速到要求的速度,速度平坦到角點/交叉點之前,減速到段之間的結點速度,加速回到下一段所需的速度,速度是在段結束前平坦,減速到0。
如果沒有使用Junction Deviation:打印機只會試圖全速撞擊拐角處,這會導致許多問題(失步,極端振動等)。如果我可以關閉結點偏差,那麼每對線段的圖不會在中心傾斜。
Junction Deviation還有另一個參數:Smoothieware中的“ Minimum Planner Speed ”。
對於我的屏幕,我將其標記爲“最小結速”,因爲我認爲更好地描述了它。
注意在前兩個圖的開頭有一個膝蓋,它以0的速度開始,然後在大約18度處突然跳起。這是JD計算的硬編碼“特徵”,因爲它實現了 - 低於約18度的任何角度基本上被認爲是0度,並且使用“最小計劃速度”。
如果您想要更快地打印非常尖銳的角落,那麼您可以從默認的0 mm / s增加“最小計劃速度”。
另請注意,在大約162度時,全速急劇上升。這也是JD的實施方式 - 幾乎超過(180減去18度)的海峽角度被視爲海峽。
爲了比較,下面顯示瞭如果結點偏差增加到0.300會發生什麼。90度的轉彎速度從大約15mm / s增加到大約27mm / s。這可能足以引起振鈴 - 取決於打印機。
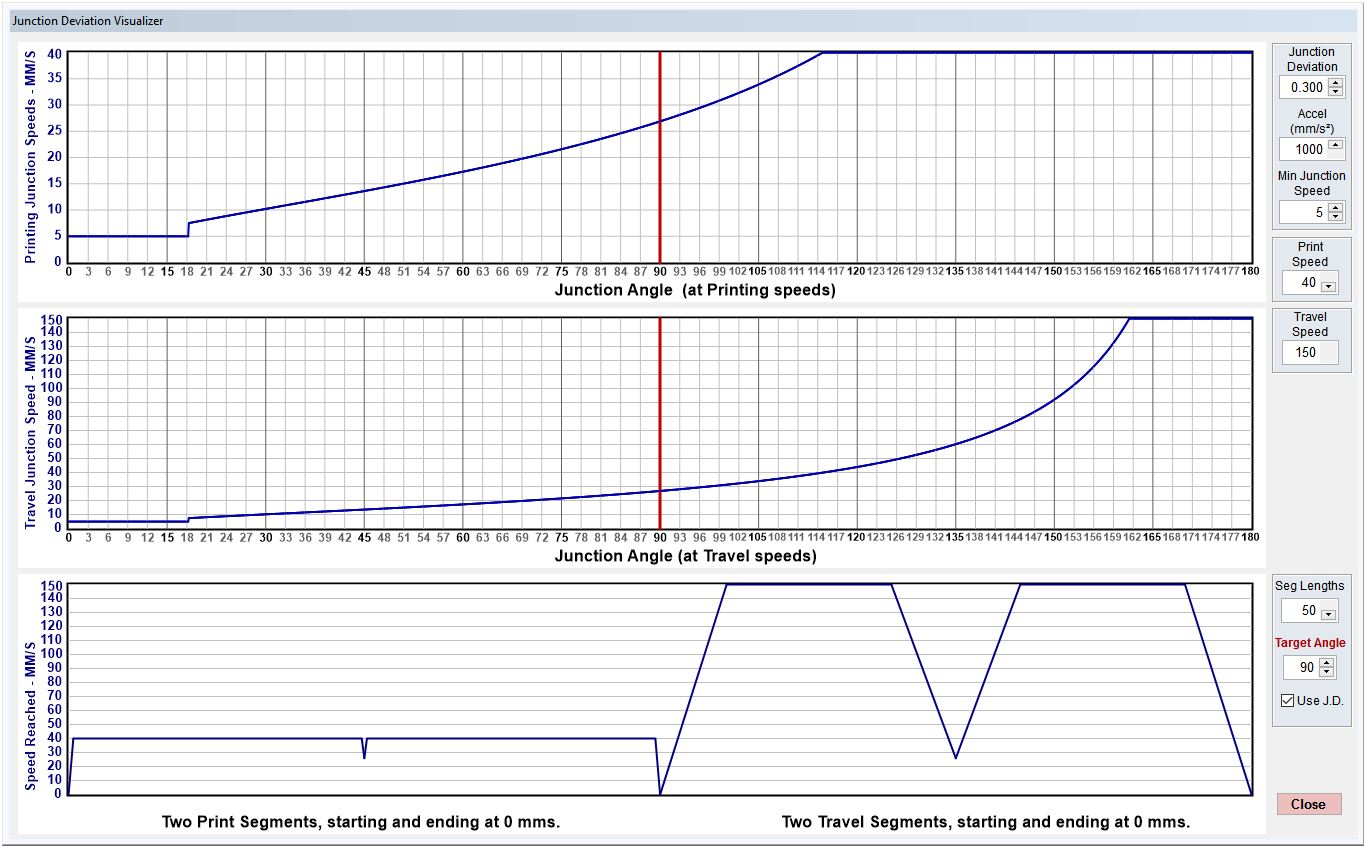
Junction_Deviation_Visualized.30.JPG
請注意,如果您只是將加速度從1000毫米/秒/秒更改爲3000毫米/秒/秒,這將等於達到的速度(儘管加速斜率會更加銳利!)。
我還將“最小計劃速度”增加到5毫米/秒 - 注意前兩個圖的開始不是從0開始。這個數量只會影響18度以下的角度,但是如果你將最小規劃速度提高到10將30度角到10毫米/秒的角加速。我不一定推薦它 - 只有測試才能說明這會對你的打印機產生什麼影響!
您可以在Smoothie Config文件中更改結點偏差和最小計劃器速度(最小結點速度),或使用M205命令。其他固件將使用不同的設置 - 您需要自己進行研究。
您可以使用類似這樣的模型測試結點偏差和加速度。